

TECHNICAL SPECIFICATIONS 製品技術情報
マダックスの技術、考え方についてご紹介します。
ご不明点や詳しい話をお聞きになりたい方は、お気軽にお問い合わせください。
今後も随時情報を更新して参ります。
オーバーヘッド式/PU台車の基本的な動き【動画(3D)】
オーバーヘッド式/PU台車の基本的な動き【動画(2D)】
オーバーヘッド式/特長について(ロールストッカー)
◎オーバーヘッド式ロールストッカーMR型の特長/特許取得技術
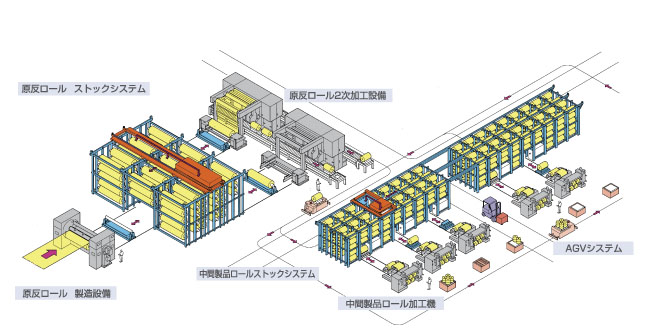
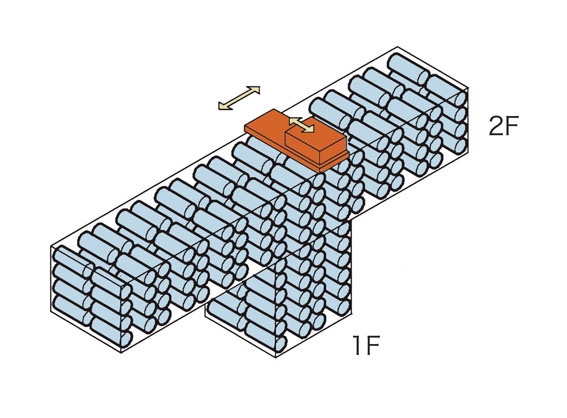
・ラックフレーム上部をPU台車が走行し、任意のロールを入出庫することが出来る自動倉庫です。
・高い保管効率を実現します。
・空間を自由にレイアウトができ、個々のお客様の条件に最適なロールストッカーをご構築いただけます。
◎システム全体の施工例イラスト
オーバーヘッド式/自由な棚構成について(ロールストッカー)
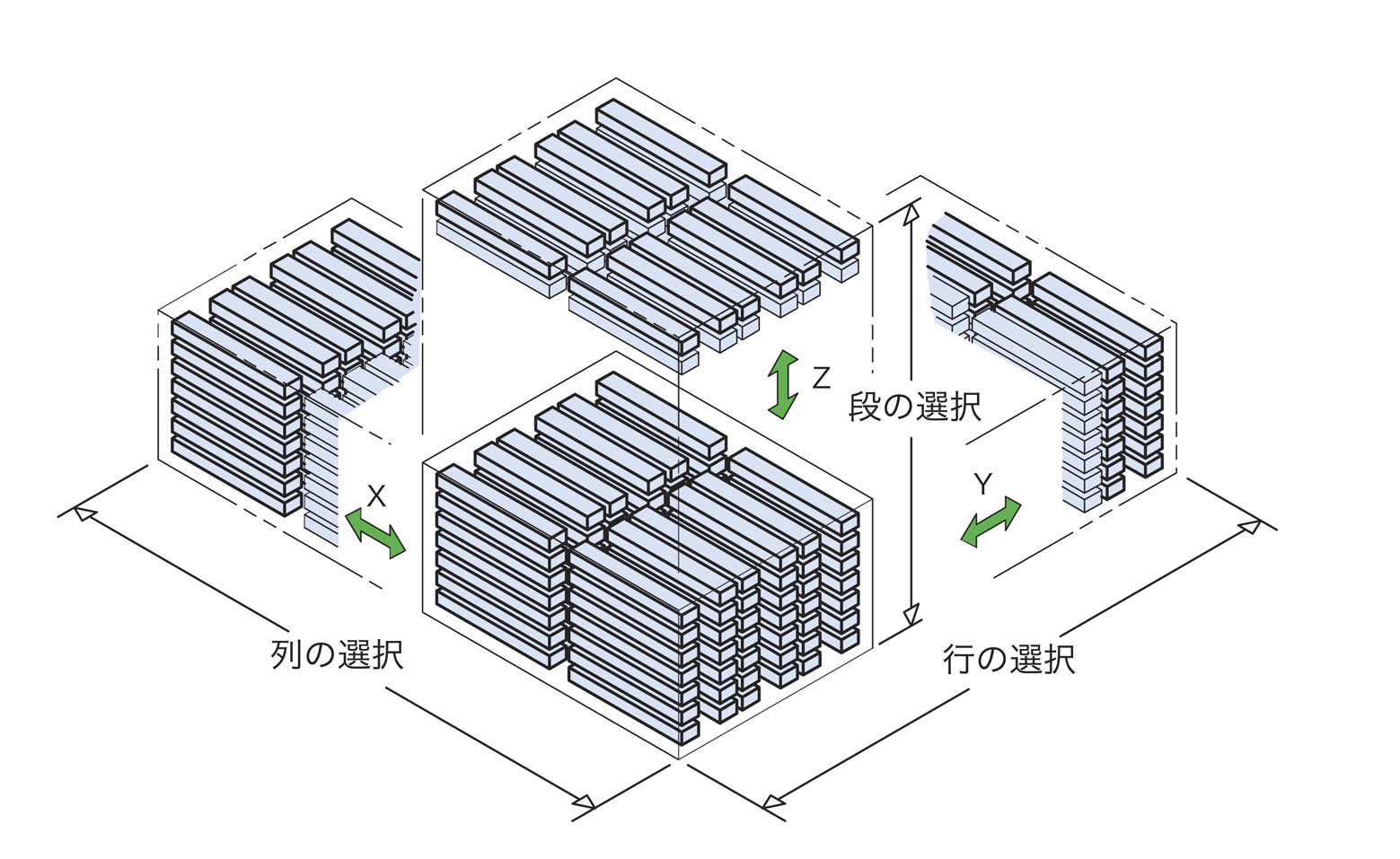
◎ロールストッカー1基で、X・Y・Z方向に自由なスペース選択
フレーム構造は、図に示すように連・列・段の選択が自由にできるため、工場内で任意のストレージ空間を選択することができます。
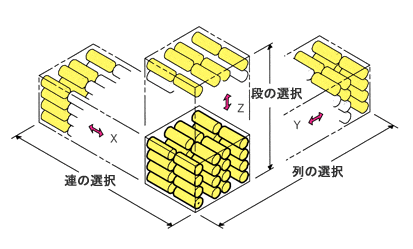
≪同じ100ロール保管ストッカーでも組み合わせはいろいろ≫
・2連×10列×5段 = 100ロール
・3連×7列×5段 = 105ロール
・4連×5列×5段 = 100ロール
・5連×4列×5段 = 100ロール
・7連×3列×5段 = 105ロール
・10連×2列×5段 = 100ロール
◎建物および加工機等の全体レイアウトを考慮した棚構成
入出庫口を各連および各列に任意に設けることが出来ますので、上流・下流の加工機に対して、最適・最短の配置をする事ができます。
|
●2連×18列×4段の構成例 |
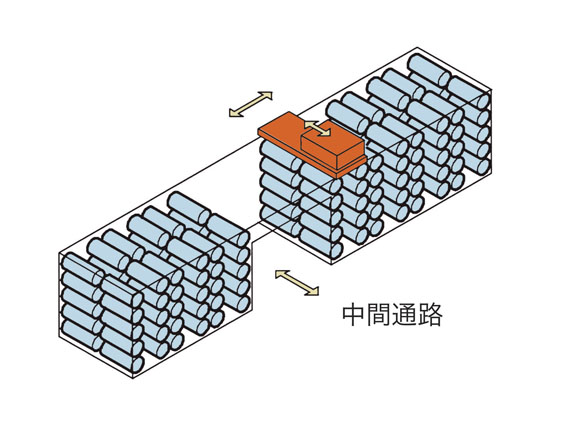
●中間通路型 |
●エレベーター兼用型 |
オーバーヘッド式/応用技術について(ロールストッカー)
◎オーバーヘッド式における応用技術
●棚分割方式
ロール径にバラツキが大きい場合、大ロール・中ロール・小ロールに棚分割して、保管効率をさらに高めます。
大ロールの径で棚割り配置すると、大半がそれより小径の場合に無駄な空間スペースが多くなってしまう、そのための解決法です。)
●ロール移載アーム幅調整方式
製品ロール幅が違う場合、PU入出庫装置の移載アーム幅の自動調整が可能です。
●コア受支持方式
ロールに芯棒がない場合(紙管またはプラ管巻取りロール)は、移載用の吊パイプを挿入して保管します。
●ストッカー内巻き方向反転装置
下流へロールを出庫する際、上巻出しおよび下巻出しを選択しなければならない場合に、棚内にロール反転装置を設けることができます。(出庫後の処理よりも安全で、そのためのスペースも不要です。)
●巻垂れ防止装置
製品ロールのエージング処理が必要な場合、エージング室と常温室の連続一連での全体構成が可能です。また、エージング装置製作納入についてもご相談ください。
●クリーンルーム対応
標準仕様でもほとんど粉塵等が出ない構造になっていますが、さらにクリーン度を高めた仕様も可能です。
●究極の保管効率
保管効率2/3を4/5に向上させる究極のレイアウトです。
|
●ダブルリーチストッカー(MRW型) |
●移動ラックコンビストッカーMRM型 |
オーバーヘッド式/特長について(長尺物保管システム)
自動倉庫1基でXYZ全方向に対し、自由に保管棚を構築します。
PU台車は、親台車・子台車・昇降装置の3つの装置で構成されています。
長尺物は昇降装置の移載フォークにより、昇降装置内に取り込まれます。
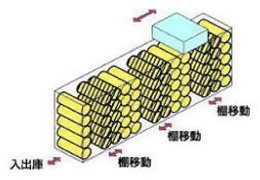
親台車の走行と子台車の横行、昇降装置の昇降動作により、任意の長尺物が入出庫されます。
|
|
|
オーバーヘッド式ロールストッカーで製品ロールを保管、また移載する場合の支持部分はどこですか。
製品ロールを傷めないようにするため、基本的にラック内での保管はロールの鉄芯の両端、幅約30~50mm部分を保持します。
移載時は、同部分と製品ロール端面の間スペースにアームを進入させ、支持移載します。
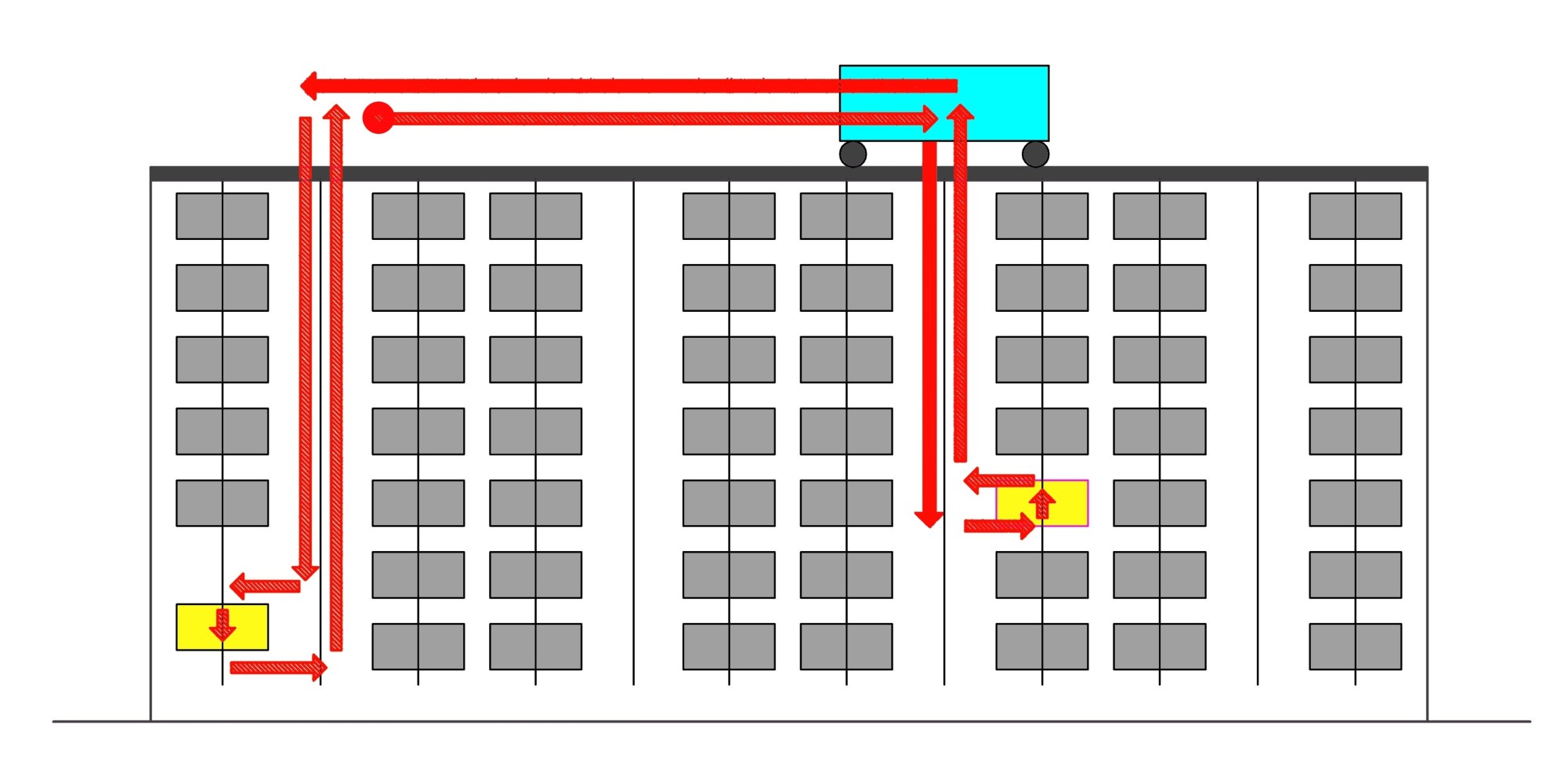
オーバーヘッド式ロールストッカーのPU台車はどのような動きでロールを入出庫しますか。
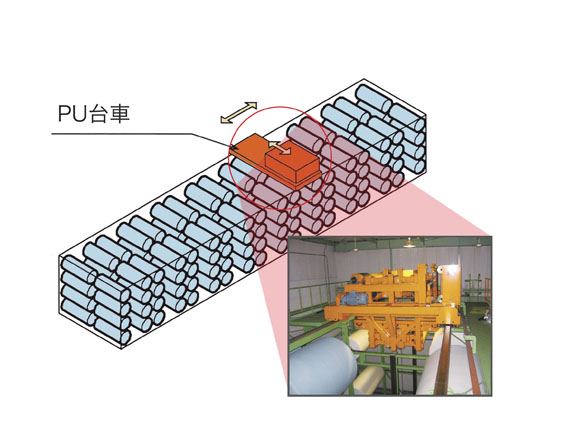
PU台車はラックの上部を走行する台車で、X軸方向に走行する親台車、親台車内でY軸方向に横行する横行台車、横行台車内に実際にロールをラックに対して出し入れする昇降移載装置のコンパクトな3重構造となっています。
該当ロールを出庫する場合、PU台車はX軸(走行)およびY軸横行して、該当ロールを入出庫するための縦通路スペースに停止します。
次に昇降移載装置を下降させ、該当ロールの少し下の位置で停止します。該当ロール側にアームをリーチさせ、少しロールを持ち上げ、アームをリーチバックさせて、昇降装置内に取り込みます。
続けて、昇降装置は上昇し、PU台車内に納まります。PU台車はX軸走行、Y軸横行して、入出庫口の縦通路スペースに停止し、昇降装置を下降させます。
入出庫口の少し高い位置で停止し、アームをリーチして少し下降させ、入出庫口のブラケットにロールをセットします。続けて、アームをリーチバックさせ、昇降装置が上昇し、PU台車本体内に納まって動作完了です。
オーバーヘッド式ロールストッカーの入出庫方法はどうなりますか。
ラック内での支持するブラケットと同じ物を入出庫口の任意の高さに設けることが出来ます。
そのブラケットに搬機にて製品ロールを預け、操作盤にて入庫操作を行います。
入出庫するための搬機は、フォークリフト、市販の台車、および手押し台車等、種々の方法があります。
他工程への搬送を考慮した入出庫方法を相談させていただきます。また、ロールストッカーの上流、下流に対する自動搬送を検討させていただくことも可能です。
オーバーヘッド式ロールストッカーとチェーン式ロールストッカーの使い分けはどうなりますか。
製品ロールの重量および大きさにもよりますが、保管数が50ロール程度まで(最大でも100ロール)であれば、 チェーン式ロールストッカーの方がコストメリットがあります。 それ以上の場合は、オーバーヘッド式ロールストッカーが適しています。入出庫時間も短いです。
オーバーヘッド式ロールストッカーで製品ロール幅が一定でない場合、吊パイプ長さはどうなりますか。
幅が最大のロールより長い吊パイプ(一定長)を狭い幅のロールにも使用します。
(但し、特殊な場合、2種類程度は可能です。)
オーバーヘッド式の場合、クレーン設置の届出または許可申請が必要ですか。
基本的に不要です。生産装置としての解釈で可能です。
